Optymalizacja procesu zagęszczania na stole wibracyjnym 150 kg z MVE 290/6N-HF-10A0: Studium przypadku
W przemyśle betonowym i kamieniarskim precyzyjne zagęszczanie na stole wibracyjnym jest kluczem do uzyskania finalnego produktu o wysokiej jakości, pozbawionego wad strukturalnych. Jednak standardowe rozwiązania nie zawsze sprawdzają się w przypadku trudnych materiałów. Poniżej przedstawiamy studium przypadku klienta, który zmagał się z problemem niedostatecznego odpowietrzania mieszanki.
Zastosowanie urządzenia MVE 290/6N-HF-10A0 w tym procesie znacznie poprawiło efektywność zagęszczania.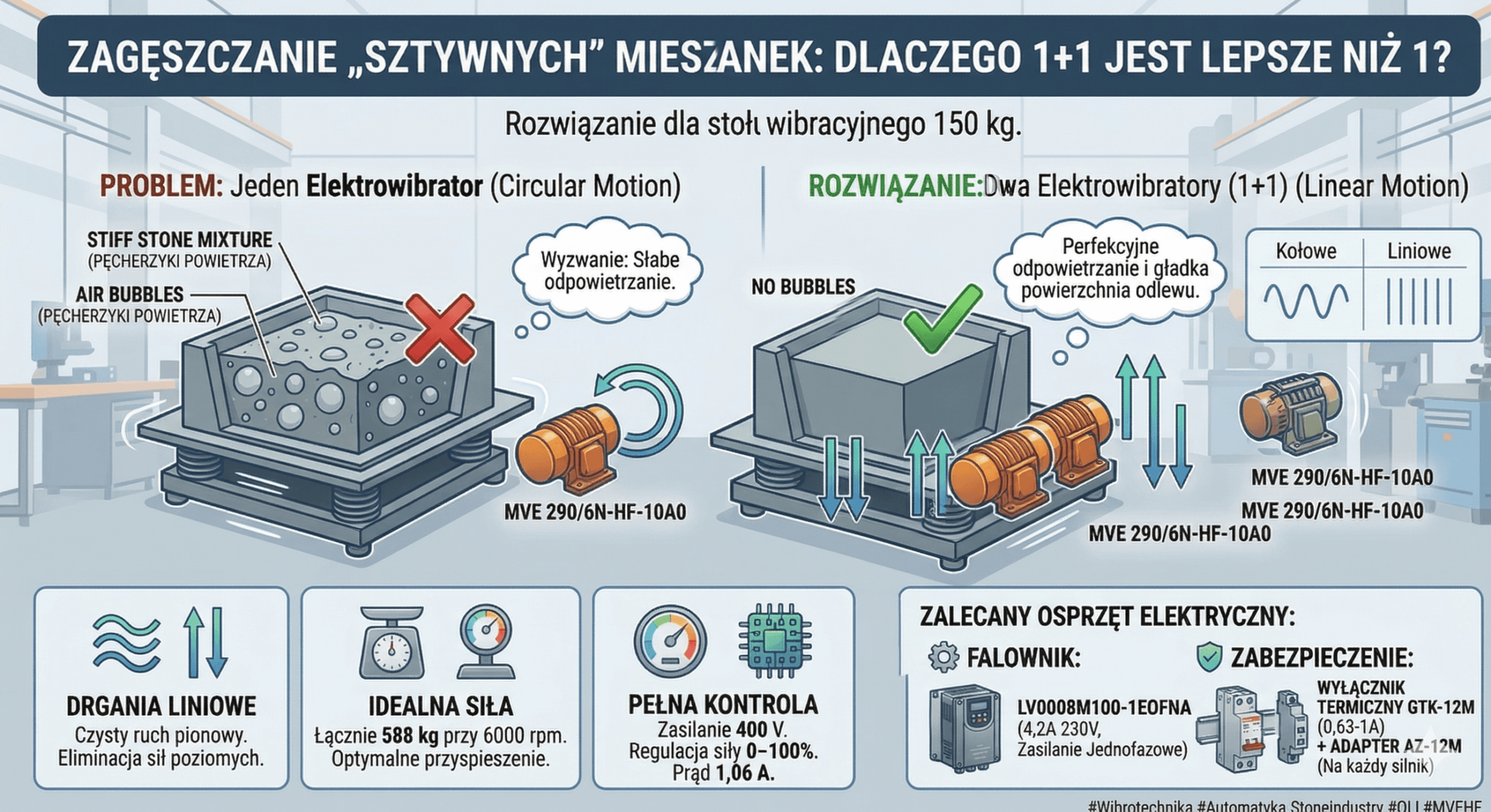
Wyzwanie techniczne: Niedostateczne odpowietrzanie mieszanki kamiennej
Nasz Klient zgłosił istotny problem dotyczący zagęszczania specyficznej mieszanki kamiennej. Charakteryzowała się ona bardzo słabym rozpływem (dużą gęstością i lepkością).
Cały proces odbywał się na stole wibracyjnym o masie 150 kg (stół + forma). Do generowania drgań używano pojedynczego elektrowibratora wysokiej częstotliwości MVE 290/6N-HF-10A0. Mimo zastosowania zaawansowanej jednostki, energia drgań kołowych nie była w stanie w pełni upłynnić tak sztywnego wsadu, co skutkowało pozostawaniem pęcherzyków powietrza w strukturze odlewu.
Problem ten bezpośrednio wpływał na wytrzymałość i estetykę gotowego produktu. Tradycyjna metoda zwiększania siły jednego urządzenia w tym przypadku nie przynosiła oczekiwanych rezultatów.
W takich sytuacjach pierwszym odruchem często jest instalacja jednej, znacznie większej, przewymiarowanej jednostki (np. model MVE 1530/6N-HF-38E0 o sile 1384 kg). Jednak generuje ona drgania kołowe, co przy tak trudnej mieszance nie gwarantuje sukcesu i naraża konstrukcję stołu na nadmierne naprężenia.
Najlepszym i rekomendowanym przez nas rozwiązaniem jest optymalizacja stołu wibracyjnego poprzez zastosowanie układu dwóch zsynchronizowanych wibratorów MVE 290/6N-HF-10A0.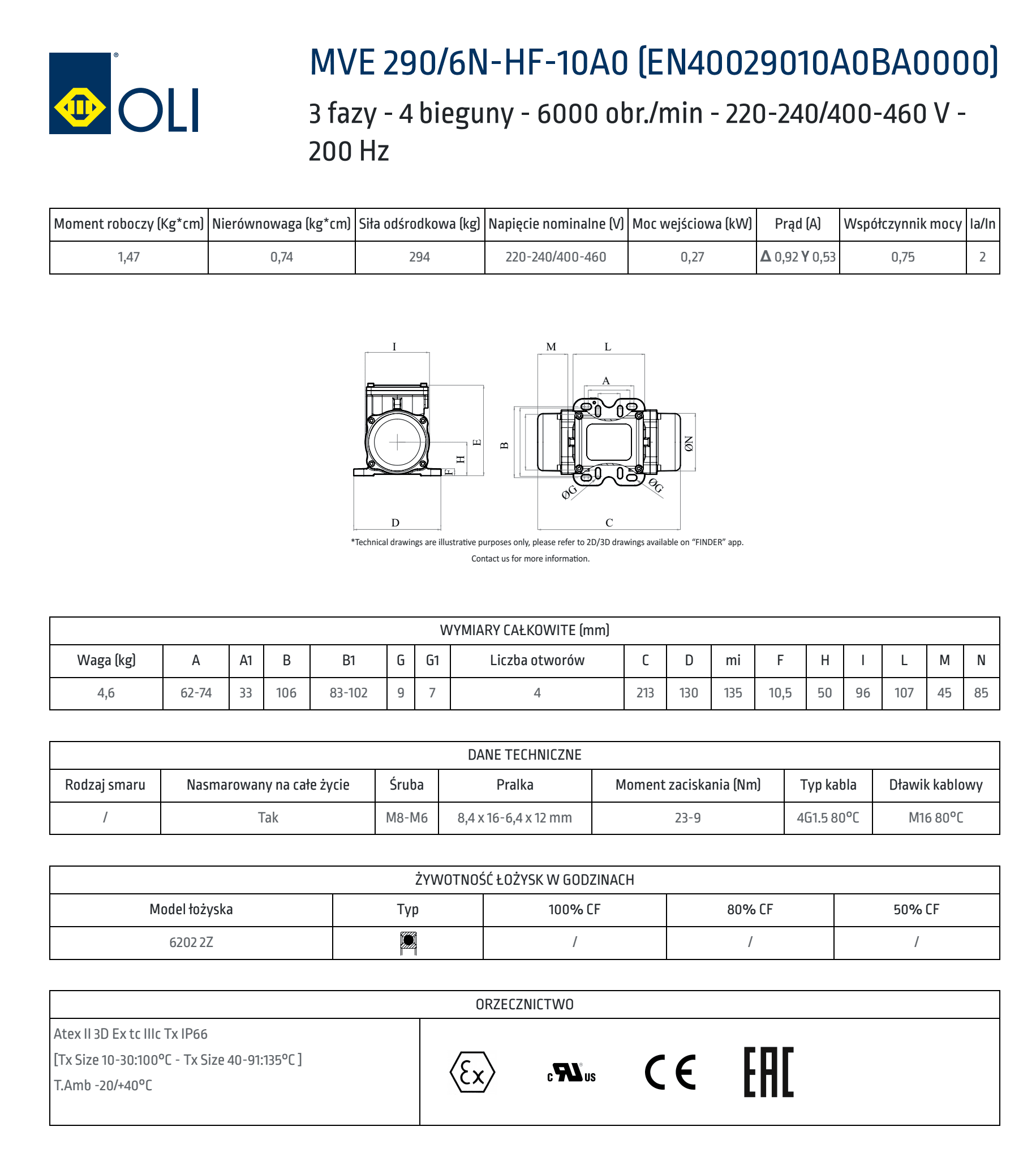
Dlaczego dwa zsynchronizowane wibratory działają lepiej?
Zastosowanie pary pracującej przeciwbieżnie całkowicie zmienia dynamikę stołu. Ten układ jest idealnym rozwiązaniem, gdzie liczy się każdy detal powierzchni odlewu, a zagęszczanie na stole wibracyjnym musi być skuteczne w całej objętości formy.
Oto kluczowe zalety tego rozwiązania:
Generowanie drgań liniowych: Dwa wibratory pracujące przeciwbieżnie w naturalny sposób eliminują siły poziome (wibracje boczne). Cała wygenerowana energia skupiana jest wyłącznie na ruchu pionowym. Jest to absolutnie kluczowe przy skutecznym zagęszczaniu i odpowietrzaniu w formach, eliminując ryzyko „odbijania” mieszanki od ścianek.
Idealnie dobrana siła wymuszająca: Łączna siła wymuszająca dwóch jednostek MVE 290/6N-HF wynosi 588 kg przy 6000 rpm. Zapewnia to optymalne przyspieszenie potrzebne do upłynnienia sztywnej mieszanki, jednocześnie chroniąc strukturę stołu przed uszkodzeniem, jakie mogłoby wywołać jedno przewymiarowane urządzenie.
Pełna kontrola nad procesem wibracji: Układ ten, zasilany napięciem 400V, pozwala na pełną regulację siły odśrodkowej w zakresie od 0% do 100%. Umożliwia to precyzyjne dostosowanie intensywności wibracji do aktualnego rodzaju wlewanej mieszanki.
Wibratory serii MVE-HF są uznawane za standard w precyzyjnym zagęszczaniu w trudnych warunkach przemysłowych.
Zalecany osprzęt elektryczny dla systemu zsynchronizowanego
Do poprawnego działania systemu niezbędne jest odpowiednie sterowanie i zabezpieczenie.
Dla tego układu dwóch silników MVE 290/6N-HF-10A0 zalecamy następujący osprzęt:
Falownik (Przemiennik Częstotliwości): Do sterowania można z powodzeniem zastosować falownik LV0008M100-1EOFNA (4,2A, 230V), który jest zasilany jednofazowo. To rozwiązanie znacznie upraszcza instalację elektryczną w wielu zakładach produkcyjnych.
Zabezpieczenie silników: Dla pełnej ochrony każdego z silników należy bezwzględnie zastosować wyłącznik termiczny GTK-12M o zakresie 0,63-1A.
Montaż: Do montażu wyłączników na szynie DIN niezbędny jest dedykowany adapter AZ-12M. Należy pamiętać, że wymagany jest po jednym kompletnym zestawie zabezpieczającym na każdy silnik.
Dlaczego wysoka częstotliwość (6000 rpm) jest kluczowa?
Wysoka częstotliwość pracy (100 Hz) generuje duże przyspieszenia przy stosunkowo niskiej amplitudzie drgań. Jest to zjawisko niezbędne przy pracy z mieszankami o wysokiej lepkości i słabym rozpływie. Drgania o częstotliwości 6000 rpm powodują szybkie przemieszczanie się drobnych cząsteczek kruszywa, co skutecznie przełamuje siły spójności wewnątrz wsadu. Dzięki temu uwięzione mikropęcherzyki powietrza są wypychane ku powierzchni znacznie szybciej niż przy standardowych wibratorach 3000 rpm. Pozwala to na uzyskanie idealnie gładkiej powierzchni odlewu bez konieczności wydłużania cyklu wibracji.
Wytyczne dotyczące montażu mechanicznego
Aby zagęszczanie na stole wibracyjnym przebiegało w sposób liniowy, konieczne jest zachowanie precyzji montażu. Oba elektrowibratory MVE 290/6N-HF-10A0 muszą zostać zainstalowane na sztywnej konstrukcji wsporczej, idealnie równolegle względem siebie.
Kluczowym aspektem jest synchronizacja kierunku obrotów. Wały silników muszą obracać się w przeciwnych kierunkach (przeciwbieżnie). Tylko w takiej konfiguracji składowe poziome siły odśrodkowej znoszą się wzajemnie, a składowe pionowe sumują, tworząc czysty ruch góra-dół. Błąd w kierunku obrotów jednego z silników spowoduje powstanie drgań kołowych lub pasożytniczych, co drastycznie obniży efektywność odpowietrzania i może prowadzić do pękania spawów konstrukcji stołu.
Podsumowanie
Optymalizacja pracy stołu wibracyjnego poprzez zmianę z jednego wibratora drgań kołowych na dwa zsynchronizowane wibratory drgań liniowych to najskuteczniejszy sposób na zagęszczenie trudnych, „sztywnych” mieszanek. Takie podejście gwarantuje skuteczne odpowietrzenie i doskonałą jakość finalnego produktu.