Pytanie od naszego klienta:
” (…) Mamy od Pana takie silniki wibrujące zamontowane w przesiewaczach. Proszę mi powiedzieć czy te silniki są uziemione? A drugie pytanie to, czy jeżeli metalowa obudowa silnika jest uziemiona i jest on przykręcony do metalowej konstrukcji (stal nierdzewna) przesiewacza to czy tym samym cały przesiewacz jest uziemiony?
Przesiewamy mąkę i inne dodatki do wypieku, dlatego zastanawiamy się czy robić dodatkowe uziemienie czy to które jest (jeśli jest) wystarczy. (…)”
Odpowiedź:
Uziemienie silnika
jest kluczowym aspektem bezpieczeństwa w każdej instalacji przemysłowej. W szczególności w strefach ATEX, gdzie występuje ryzyko wybuchu, odpowiednie zabezpieczenie jest niezbędne. W przypadku silników wibrujących, które są używane w przesiewaczach, należy również uwzględnić szereg czynników wpływających na skuteczność uziemienia silnika. W tym artykule omówimy najważniejsze aspekty związane z uziemieniem silników oraz konstrukcji przesiewaczy, w tym z uziemieniem silnika.
W kontekście przesiewania mąki, warto zauważyć, że w procesie tym generowane są pyły, które mogą być niebezpieczne. Dlatego też odpowiednie uziemienie silnika oraz całej konstrukcji jest kluczowe, aby zminimalizować ryzyko wybuchu. Dodatkowe uziemienie może obejmować instalację systemów odprowadzania ładunków elektrostatycznych, które są szczególnie istotne w kontekście przetwarzania materiałów sypkich. Uziemienie silnika jest niezbędne dla bezpieczeństwa całej operacji, a także dla efektywności procesu. Uziemienie silnika powinno być zawsze brane pod uwagę w każdej instalacji.
Temat: Uziemienie silników wibracyjnych i konstrukcji przesiewacza
Uziemienie silnika w kontekście bezpieczeństwa: Uziemienie silnika to kluczowy element, który powinien być brany pod uwagę w każdej instalacji przemysłowej.
Uziemienie silnika w kontekście ATEX wymaga spełnienia określonych norm i przepisów. Warto zainwestować w odpowiednie urządzenia pomiarowe, które pozwolą na kontrolę i monitorowanie stanu uziemienia. Regularne przeglądy i konserwacja systemów uziemiających są konieczne, aby zapewnić ich skuteczność przez długi czas.
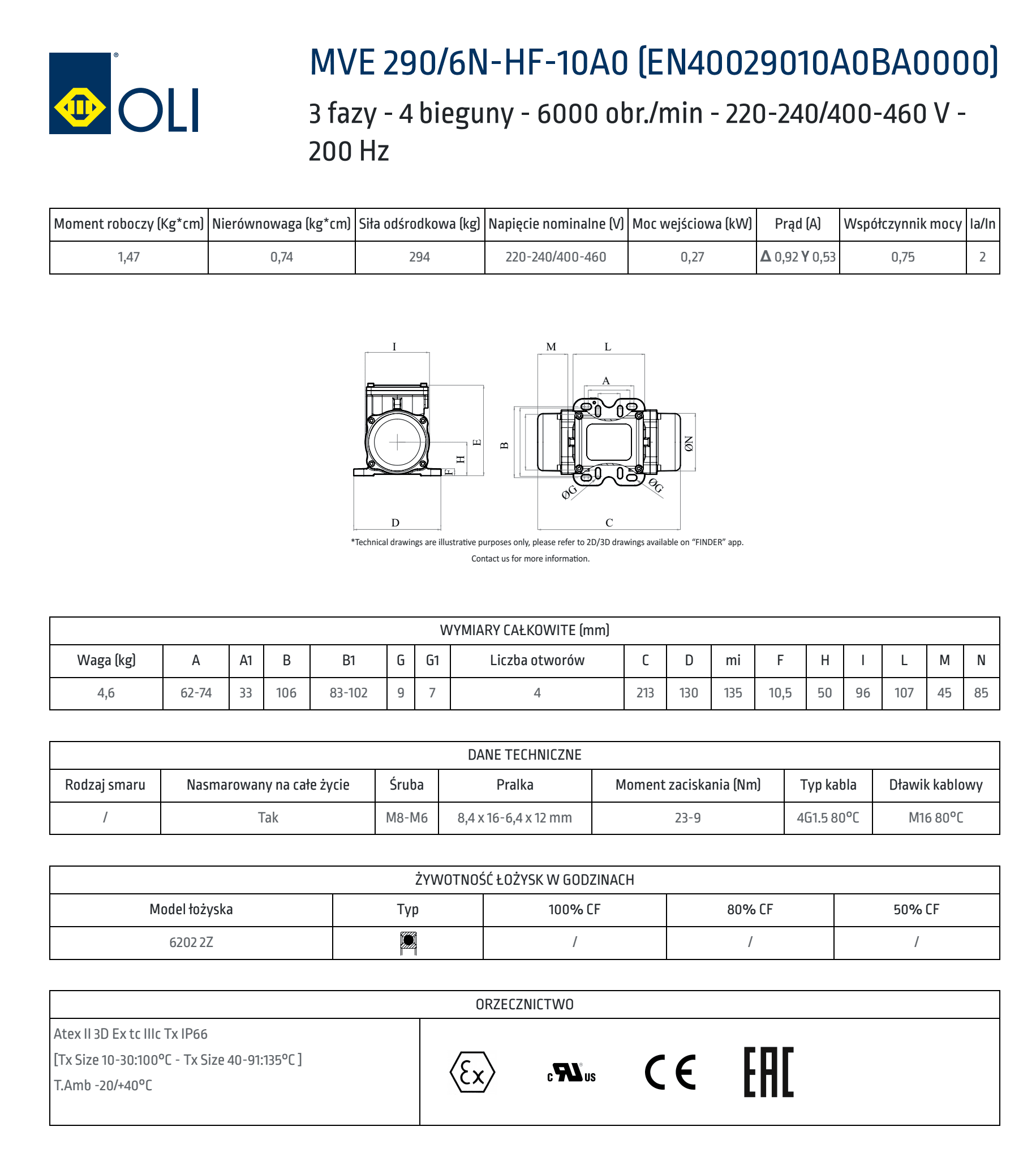
- Uziemienie silnika: Tak, każdy silnik posiada w przewodzie zasilającym dedykowaną żyłę ochronną (PE), którą należy bezwzględnie podłączyć w szafie sterowniczej. Zapewnia to ochronę przed porażeniem w przypadku przebicia.
Przykładem praktycznego zastosowania uziemienia silników jest przeprowadzenie testów rezystancji połączeń. W przypadku silników zainstalowanych w strefach ATEX, warto również rozważyć zastosowanie dodatkowych izolacji oraz odpowiednich materiałów, które ograniczą utlenianie i poprawią trwałość połączenia. Uziemienie powinno być również przemyślane pod kątem ewentualnych zmian w konstrukcji maszyny, aby zapewnić ciągłość działania.
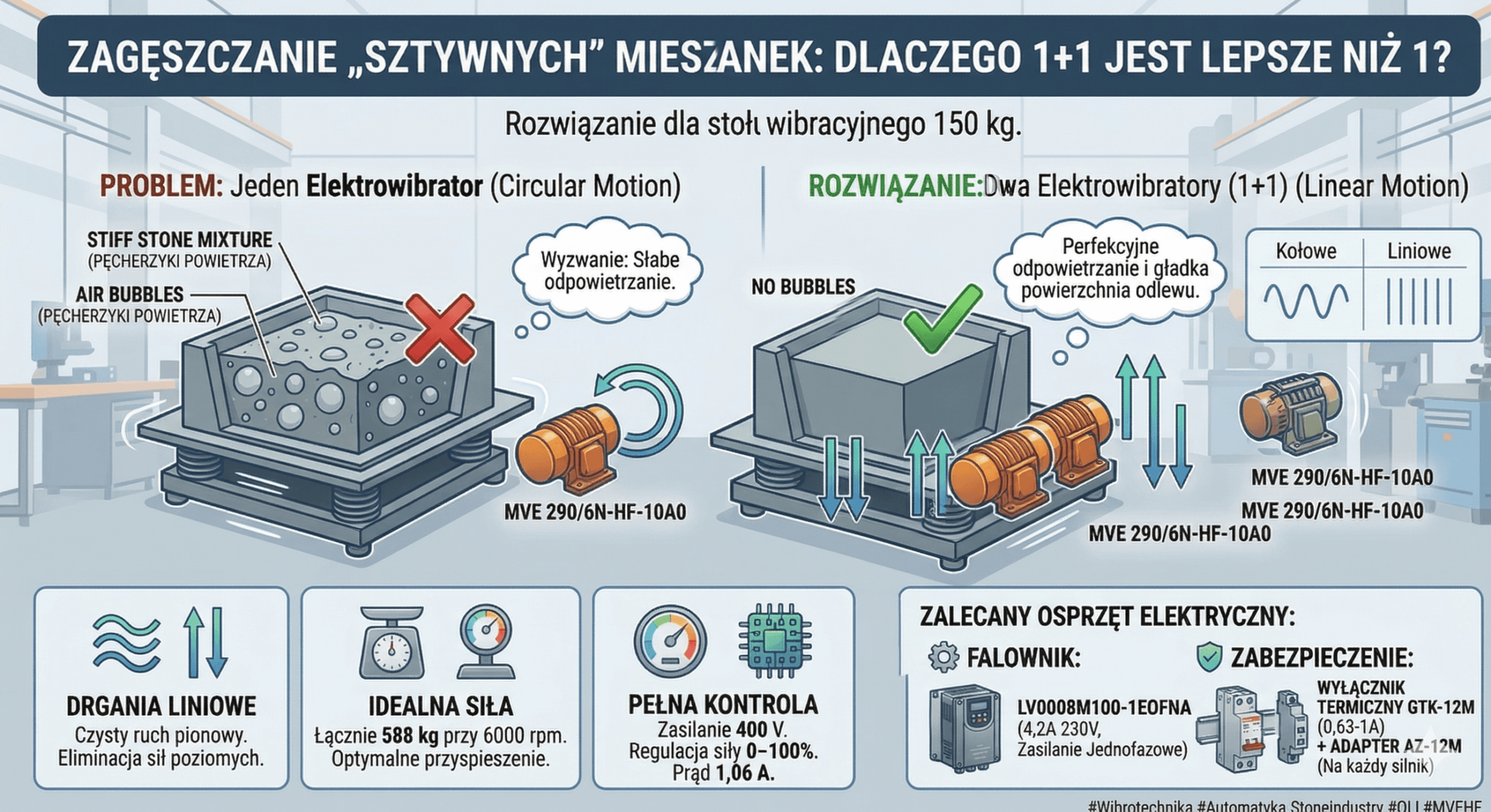
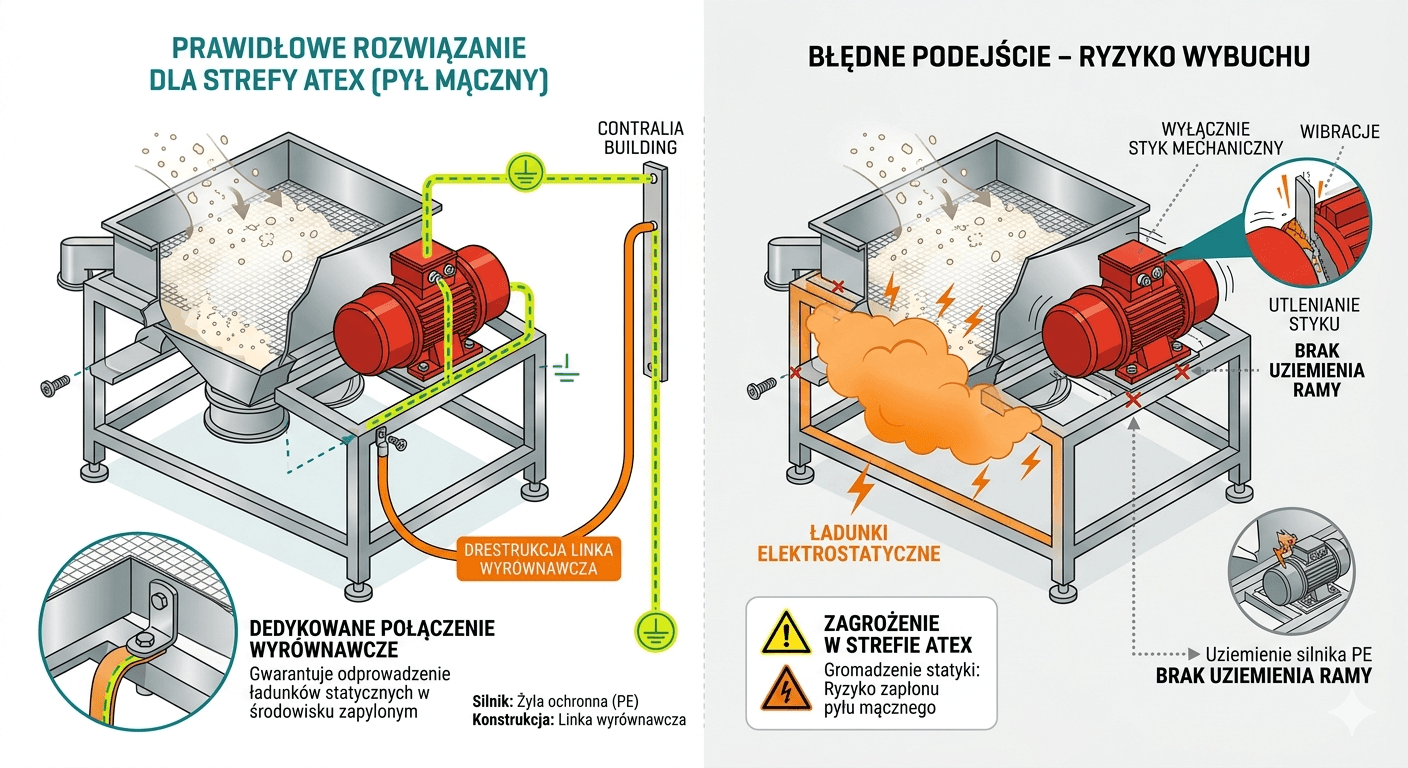
- Uziemienie konstrukcji poprzez montaż: Samo przykręcenie silnika do ramy nie jest wystarczającym uziemieniem przesiewacza. Wibracje oraz utlenianie się powierzchni styku (szczególnie w stali nierdzewnej) mogą drastycznie zwiększyć rezystancję połączenia, czyniąc je nieskutecznym.
W kontekście bezpieczeństwa przeciwwybuchowego (ATEX), warto również zwrócić uwagę na kwestie związane z materiałami używanymi do konstrukcji przesiewacza. Wybór odpowiednich stopów stali nierdzewnej oraz ich obróbka mogą znacząco wpłynąć na długoterminowe bezpieczeństwo. Dodatkowo, należy zwrócić uwagę na to, jak często występują wibracje oraz ich wpływ na połączenia mechaniczne i elektryczne.
- Bezpieczeństwo przeciwwybuchowe (ATEX): Przy przesiewaniu mąki (pył palny/wybuchowy) kluczowe jest odprowadzanie ładunków elektrostatycznych. Tarcie mąki o sito generuje wysokie napięcia statyczne.
Elementy takie jak osłony przeciwwybuchowe, systemy wentylacji oraz czujniki gazów mogą być również istotne w kontekście działania przesiewacza. W przypadku wykrycia niebezpiecznych gazów, systemy te powinny być w stanie automatycznie wprowadzić odpowiednie środki zaradcze, co dodatkowo zwiększa bezpieczeństwo operacji.
- Wymóg techniczny: Przesiewacz musi posiadać dodatkowe, bezpośrednie połączenie wyrównawcze (linka uziemiająca) łączące ramę urządzenia z szyną uziemiającą budynku.
Oprócz uziemienia, warto również rozważyć zastosowanie systemu monitorowania, który pozwoli na bieżąco kontrolować stan instalacji. Dzięki temu można uniknąć wielu potencjalnych awarii oraz zagrożeń, które mogą zagrażać bezpieczeństwu pracowników oraz mienia. Systemy te mogą być zintegrowane z istniejącymi systemami zarządzania produkcją, co zapewni dodatkową warstwę ochrony.
Podsumowując: Silnik musi być uziemiony kablem zasilającym (ochrona przeciwporażeniowa), a konstrukcja przesiewacza dodatkowym przewodem zewnętrznym (ochrona przeciwpożarowa i przeciwwybuchowa – statyka).
Podsumowując, uziemienie silnika oraz konstrukcji przesiewacza to kluczowy element zapewniający bezpieczeństwo w strefach ATEX. Odpowiednie działania, takie jak podłączenie do szyny uziemiającej, regularne przeglądy oraz monitorowanie stanu instalacji, są niezbędne, aby zminimalizować ryzyko wystąpienia niebezpiecznych sytuacji. Wprowadzenie dodatkowych systemów zabezpieczeń oraz szkoleń dla pracowników również przyczyni się do zwiększenia bezpieczeństwa w zakładzie.
Stosowanie wyłącznie połączeń śrubowych jako uziemienia jest błędem w sztuce i zagrożeniem w strefach zagrożonych wybuchem pyłu.
Warto również wspomnieć o znaczeniu edukacji w zakresie uziemienia w zakładach przemysłowych. Organizacja szkoleń dotyczących praktyk uziemiających oraz zasad bezpieczeństwa może znacznie poprawić świadomość pracowników na temat zagrożeń związanych z elektrycznością oraz wybuchem. Współpraca z profesjonalistami w dziedzinie uziemienia oraz bezpieczeństwa przeciwwybuchowego jest kluczowa, aby dostarczyć pracownikom niezbędną wiedzę oraz umiejętności.
Ostatecznie, zaplanowanie i wdrożenie odpowiednich procedur dotyczących uziemienia silników i konstrukcji przesiewaczy w strefach ATEX to nie tylko kwestia zgodności z przepisami, ale przede wszystkim dbałości o bezpieczeństwo ludzi i mienia. Inwestycja w odpowiednie systemy uziemienia oraz szkolenia dla pracowników przyniesie wymierne korzyści w postaci zmniejszenia ryzyka wypadków oraz awarii.
https://qnisz.pl/elektrowibratory/elektrowibratory-oli-wam-indukta-italvibras/